

Промышленные конвейеры работают в условиях высоких нагрузок, абразивной среды и циклических напряжений. Отказ любого элемента - цепи, скребка или подшипника - останавливает производство. Регулярное техническое обслуживание продлевает ресурс оборудования и предотвращает аварийные простои.
Приводные однорядные цепи: критерии замены
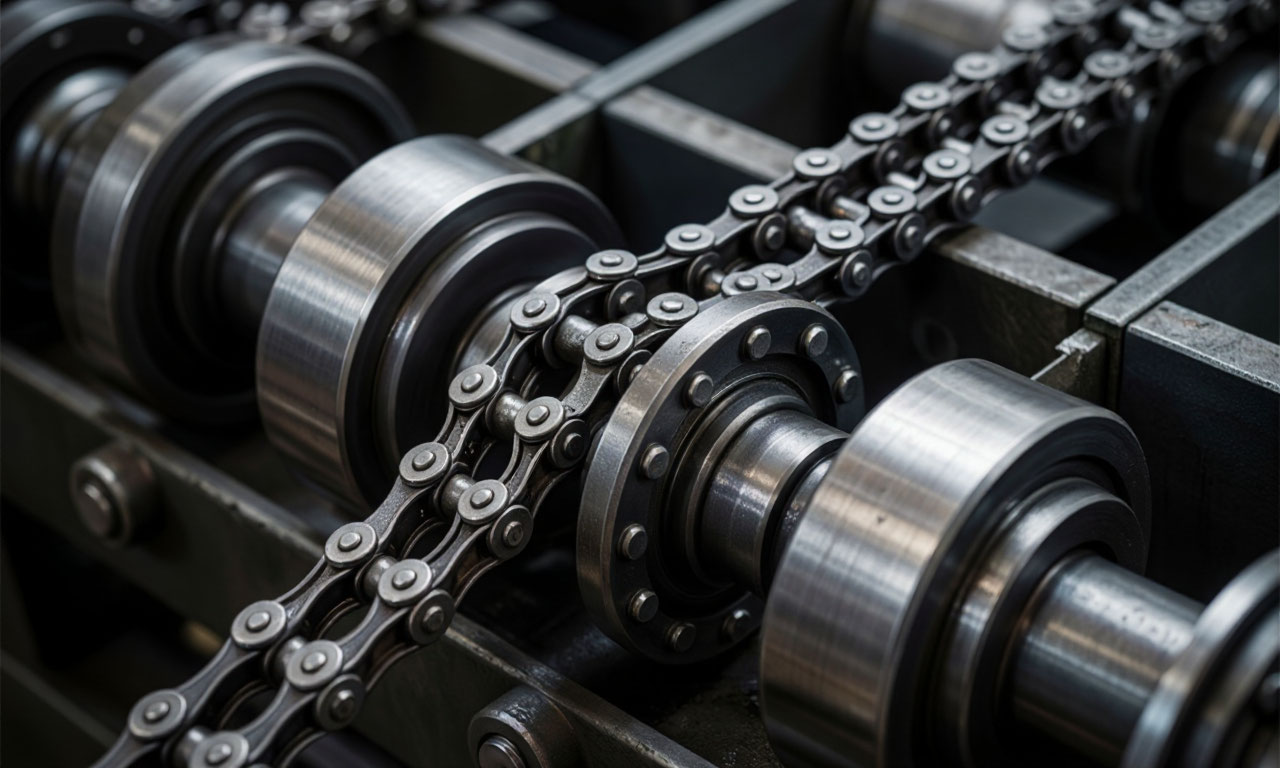
Судя по информации тут, цепь - наиболее нагруженный элемент конвейера. Ее ресурс определяется износом шарниров, а не разрывом пластин. Критический параметр - удлинение, вызванное истиранием пар «валик-втулка». При достижении удлинения 3% зацепление нарушается, цепь начинает перескакивать через зубья звездочек.
Визуальные признаки износа включают провисание холостой ветви, различимое на глаз, даже при максимальном натяжении. Появляются рывки при движении, меняется тональность шума работы - вместо равномерного шелеста слышны щелчки в момент зацепления. Коррозия опасна прежде всего в шарнирах, а не на боковых пластинах - заржавевшие валики теряют подвижность и вызывают заклинивание звеньев.
Периодически измеряют длину цепи на участке в 1 метр. Для точных результатов проверку проводят на нескольких участках с натяжением равномерной нагрузкой. Измеренное значение сравнивают с паспортной длиной нового изделия. Превышение допуска - сигнал к немедленной замене.
Важное правило: звездочки меняют одновременно с цепью. Изношенные зубья приобретают серповидную форму, их вершины заостряются. Если на старые звезды установить новую цепь, ролики не будут точно попадать во впадины. Это приводит к быстрому износу шарниров и преждевременному растяжению. Исключение - случай, когда старая цепь вышла из строя из-за заводского дефекта и не успела повредить звезды.
Технология замены приводной цепи
Перед началом работ конвейер отключают от электропитания и принимают меры против случайного пуска. Натяжитель ослабляют до полного снятия нагрузки с цепи. Если на конвейере установлены планки, ковши или скребки, крепящиеся к нескольким цепям, их демонтируют для обеспечения доступа.
Соединительное звено - слабое место любой цепи. В большинстве конструкций оно разборное: замковое звено с клипсой или шплинтом. Для расцепления поддевают и снимают пружинную клипсу, затем выбивают штифты. Если замковое звено отсутствует или заклинело, цепь перерезают болгаркой на любом звене.
Старую цепь используют как проводник для новой. Один конец новой цепи соединяют со старым полотном через переходное звено. Затем медленно проворачивают привод, протягивая новую цепь по трассе. Старая цепь сходит с ведомых звезд и удаляется. Это метод экономит время на демонтаже и сохраняет правильную ориентацию. Важно следить, чтобы новая цепь не перекручивалась и проходила точно по центру направляющих.
После протяжки соединяют концы новой цепи. Соединительное звено собирают в такой последовательности: вставляют валики во втулки, надевают наружную пластину, фиксируют клипсой или шплинтами. Проверяют подвижность собранного звена - оно должно гнуться так же свободно, как и остальные. Если соединительное звено ходит туже, шарнир зажат, и в работе возникнет повышенный нагрев.
Регулировку натяжения выполняют перемещением натяжной звездочки или винтовыми механизмами. Оптимальное провисание холостой ветви - 2-3% от межосевого расстояния. Слишком сильное натяжение увеличивает нагрузку на подшипники и валы, слабое - вызывает биение и соскакивание цепи.
Дефектовка звездочек и цепей
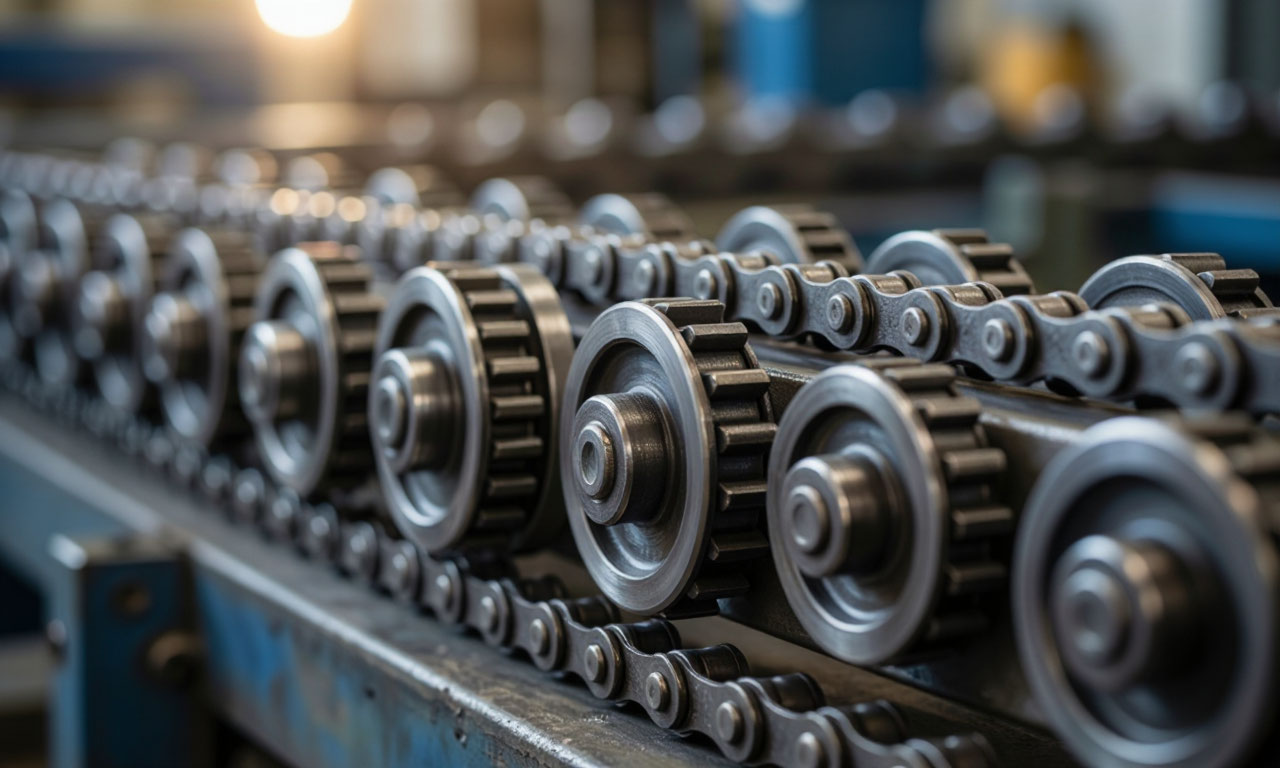
Диагностику звездочек проводят визуально и с помощью шаблонов. Критические дефекты: заостренные или асимметричные зубья, выкрошенные вершины, трещины на теле звездочки, впадины с односторонним износом. Проверка упрощенным методом - натянуть новую цепь на звезду и посмотреть на посадку. Ролики должны плотно ложиться во впадины без зазора по высоте.
Для цепей помимо удлинения проверяют боковой люфт. Новая приводная цепь имеет минимальный зазор между внутренней и наружной пластинами. Изношенная - разбалтывается в стороны, теряет стабильность при движении. Повышенный боковой люфт означает, что ресурс шарниров исчерпан полностью, даже если удлинение еще не достигло критических значений.
Чистка и настройка скребков
Скребки на конвейерах удаляют налипший материал с ленты или проталкивают сыпучую массу по желобу. Главная проблема - снижение эффективности очистки. Причины: износ рабочей кромки, потеря упругости, неправильное натяжение.
Полиуретановые и резиновые скребки истираются со временем, их контактная кромка округляется, перестает плотно прилегать к ленте. Возникает эффект «масляного пятна» - материал проскальзывает между скребком и поверхностью. Периодичность замены зависит от абразивности груза: для угля и руды - раз в 2-4 недели, для зерна - раз в 3-6 месяцев.
Регулировка давления скребка на ленту требует баланса. Слишком сильный прижим ускоряет износ и скребка, и ленты, повышает температуру в зоне контакта. Слабый - оставляет слой материала. Оптимальное усилие: при отведении скребка рукой он возвращается в исходное положение, но не бьет по ленте с резким звуком. Для точной настройки используют динамометрический ключ или регулировочные винты с фиксацией.
Спазка скребков - термин, под которым понимают регулировку зазора между скребками и стенками желоба или лентой. Для скребковых конвейеров, перемещающих материал в закрытом коробе, критичен боковой зазор между скребком и стенкой. Норма - 3-5 мм на сторону. Больший зазор приводит к оседанию материала и завалам. Зазор регулируют прокладками или смещением скребка на цепи.
Периодическая очистка скребков от налипшего материала - обязательная операция. В вязких средах (влажный уголь, глина, торф) скребки обрастают комками, которые увеличивают сопротивление движению и забивают желоб. Чистку выполняют скребками-очистителями, установленными на обратном ходе, или ручным способом при остановленном конвейере.
Подшипники конвейеров. Диагностика и обслуживание
Подшипниковые узлы - точки опоры валов приводных и натяжных звездочек, роликов ленточных конвейеров. Основные типы: радиальные шариковые и роликовые сферические, допускающие перекосы. Условия работы тяжелые: пыль, влага, вибрация, перепады температур.
Признаки неисправности подшипников: локальный нагрев корпуса, определяемый на ощупь (более 70°C); повышенный шум - гул, свист, щелчки; люфт вала, ощутимый при раскачивании вручную; темная смазка с металлической пылью на контрольной пробке.
Главный враг подшипников - загрязнение смазки. Абразивные частицы, попадающие через негерметичные уплотнения, работают как абразив, вызывая язвенную коррозию на дорожках качения. Регулярная промывка полости подшипника керосином или специальным растворителем с последующей заменой смазки продлевает ресурс в 2-3 раза.
Периодичность смазки для конвейеров общего назначения - раз в 200-300 часов работы. Для тяжелых условий (высокая влажность, абразивная пыль) интервал сокращают до 50-100 часов. Используют литиевые смазки (Литол-24, ШРУС-4) для обычных режимов и высокотемпературные синтетические - для горячих материалов.
При замене подшипника важно не повредить посадочные места на валу и в корпусе. Запрессовку выполняют через оправку, передавая усилие на внутреннее кольцо при установке на вал и на наружное - при установке в корпус. Нагретый в масле до 80-90°C подшипник надевается на вал без значительных усилий.
Решение типовых проблем скребковых конвейеров
Соскакивание цепи со звездочек - распространенная поломка. Причины: неправильная сборка соединительного звена, где перекошены пластины; погнутые скребки, заклинивающие при проходе через привод; износ направляющих «утюгов» в концевой головке. Погнутые скребки заменяют новыми, направляющие восстанавливают наплавкой или заменяют.
Остановка конвейера с заклиниванием цепи часто вызвана попаданием постороннего предмета - куска металла, камня, обрывка кабеля - под кожух концевой головки или в пространство между скребками. Решение: вскрыть нижнюю часть головки, удалить предмет, проверить цепь на поврежденные звенья.
Ослабление болтов соединительных звеньев приводит к выходу одного конца скребка из зацепления, скребок перекашивается и упирается в стенку. Металлический скребок при этом ломается. Профилактика: контроль затяжки болтов калиброванным ключом при каждом плановом осмотре.
Неравномерный износ цепи по ширине конвейера возникает при перекосе осей звездочек. Проверку соосности выполняют лазерным уровнем или натянутой струной. Допустимое отклонение - не более 0,5 мм на метре длины. При большем перекосе цепь сходит с одной стороны звездочек и быстро разрушается.
Аварийная замена цепи без остановки производства
В непрерывных производствах останавливать конвейер на часы невозможно. Для таких случаев применяют метод поэтапной замены с использованием старой цепи как тягового элемента. Отключают натяжитель до минимального положения. Демонтируют скребки на ремонтном участке, освобождая доступ к цепи.
Отрезают поврежденный участок цепи. Устанавливают соединительное звено в начале новой бухты. Протягивают новую цепь, вращая привод вручную или с помощью вспомогательного мотора. Стыкуют концы новой цепи, используя усиленные соединительные звенья с двумя шплинтами.
Ключевое ограничение: не смешивать старые и новые цепи на одном конвейере. Если конвейер многоприводной или работает с высокими нагрузками, замена одной нитки при изношенных остальных вызовет неравномерное натяжение. Предельный случай - замена сразу всех цепей на конвейере, даже если износ обнаружен только на одной.
| Элемент | Ежесменно | Еженедельно | Ежемесячно | Раз в квартал | Раз в год |
|---|---|---|---|---|---|
| Приводная цепь | Визуальный осмотр, контроль провисания | Измерение удлинения на контрольных участках | Проверка бокового люфта, смазка | Дефектовка звездочек | Полная замена при износе >3% |
| Скребки | Осмотр кромок, удаление налипшего материала | Регулировка прижима к ленте | Замена изношенных полиуретановых скребков | Ревизия крепежа, замена металлических скребков | Капитальная замена всех скребков |
| Подшипники | Температурный контроль (рука/пистолет) | Проверка уровня шума, долив смазки | Полная замена смазки, промывка полости | Контроль люфта, затяжка болтов | Замена подшипников по регламенту |
| Звездочки | Осмотр на предмет заострения зубьев | Проверка совпадения посадочных отверстий | Контроль радиального биения индикатором | Замена вместе с цепью или при износе зубьев | Наплавка или замена крупных звезд |
| Направляющие и желоб | Удаление посторонних предметов | Контроль зазоров (3-5 мм до скребка) | Замена изношенных планок | Сварка трещин, правка деформаций | Полная футеровка или замена секций |
Профилактика дешевле ремонта правило для конвейерного оборудования работает безусловно. Ежесменный визуальный осмотр цепи, скребков, подшипников отнимает 15 минут, но предотвращает аварии. Ведение журнала наработки и своевременная замена изношенных компонентов по регламенту, а не после разрушения - основа надежности.

